☰
Explorar
Iniciar sesión
Crear una nueva cuenta
Pubblicare
×
Descargar
No category
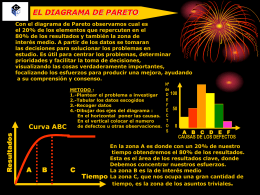
EL EMPLEO INFORMAL
Diapositiva 1
Document
Diagnóstico de procesos
SIX SIGMA
I. LAS INTEGRALES DEFINIDA E INDEFINIDA
Contabilidad Gubernamental
Document
Seis Sigma y sus Herramientas - CONTROL-ESTADISTICO-DE
PAZ EN LA TORMENTA
TE NECESITO TORMENTA
Diapositiva 1
Diapositiva 1
Diapositiva 1
Probiomed
Seis Sigma
dis.unal.edu.co
Corporate 1 Template
Slide 1
Modulo 1 - Contacto: 55-52-17-49-12
NIVEL DE COBERTURA DE UN INTERVALO DE CONFIANZA …