☰
Explorar
Iniciar sesión
Crear una nueva cuenta
Pubblicare
×
Descargar
Ciencia
NOCIONES GENERALES DE ANÁLISIS DE FALLAS EN
CLASE 4 - procesosunefa
El cuerpo humano translúcido
Descargar-Presentación_de_Rayos_X
File
Supernovae and massive extinctions
HAZ DE RAYOS X Y FORMACION DE LA IMAGEN
Diapositiva 1
Los Rayos x
Vamos a Descubrir Porque Es Más Fresco en la Sombra
HSIN TEN ENTERPRISE USA, INC.
Presentación Powerpoint
EVALUACIÓN PREESCOLAR
TRABAJO SOBRE LOS RAYOS X Por
El Universo violento y oscuro - Grupo de Astronomía de Rayos X
teoria comparación social y atribucion
¿Qué hicieron otros países en desarrollo para escapar a la
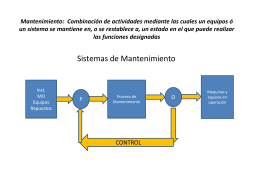
ING MANTENIMIENTO I
Diapositiva 1
PPT
Presentación de PowerPoint
1El caballero de la armadura oxidada
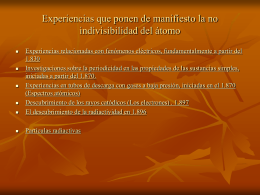
Experiencias que ponen de manifiesto la no