☰
Explorar
Iniciar sesión
Crear una nueva cuenta
Pubblicare
×
Descargar
No category
Diapositiva 1
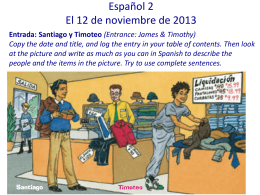
Spanish 1– 8/27
Helix
No Slide Title
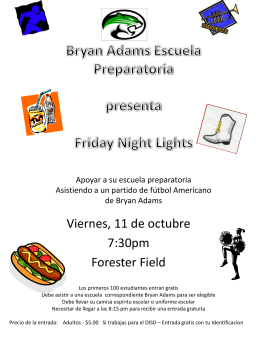
Bryan Adams Escuela Preparatoria presenta Friday Night Lights
FILEX Students levels 1 2 and 3 would like to invite you to their
Presentation Title Slide
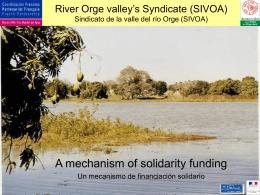
River Orge valley`s Syndicate Sindicato de la vale del rio Orge
Prenatal Development/Desarrollo Prenatal
Chapter 4 Review En la escuela
Metody Inteligencji Obliczeniowej
Metody Inteligencji Obliczeniowej
CAPA in Child and Adolescent Mental Health