☰
Explorar
Iniciar sesión
Crear una nueva cuenta
Pubblicare
×
Descargar
No category
No Slide Title
Lean on me Sometimes in our lives, we all have pain We all have
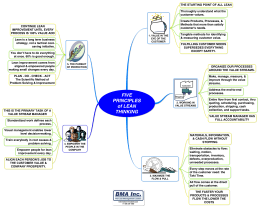
FIVE PRINCIPLES of LEAN THINKING
Diapositiva 0
Lean Manufacturing and the Food Industry.
It’s going to be…
Applying Lean Concepts in Project Management
The Principles and Practices of Lean Manufacturing An Overview
Lean Management and the Role of Lean Leadership
Lean at the University of St Andrews
Chapter 12
KAIZEN: Estrategia Integral de Mejoramiento
Slide 1
Manufacturing Extension Partnership: Lean Principles
Lean Consumption
Lean Elephants - Telefonica I+D
TOYOTA - Homework Market
LEAN ACCOUNTING - Des Moines Chapter Institute of
BE Model Summary Overview
Unit One
Multidisciplinary COllaboration: Why and How?
Basic Statistics - Lean Enterprise Institute
Presentation - Home | ACET