☰
Explorar
Iniciar sesión
Crear una nueva cuenta
Pubblicare
×
Descargar
No category
Slide 1
Geometric Dimensioning & Tolerancing
INDICA PERTENENCIA (´S)
File
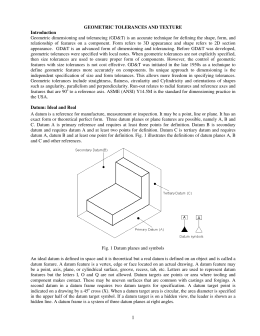
GEOMETRIC TOLERANCES AND TEXTURE Introduction Geometric
No Slide Title
History and Current Status of the Plastics Industry
Un cuentecillo triste
Verbos más preposiciones
La Moda de Mis Personas Favoritas
Argyle Multicultural Night April 30, 2015 at 7:00pm Represent your
Ir + A