☰
Explorar
Iniciar sesión
Crear una nueva cuenta
Pubblicare
×
Descargar
No category
SEIS SIGMA
Diapositiva 1
Document
Presentación de PowerPoint
MONOXIDO DE CARBONO
ESPECTRO ELECTROMAGNETICO (CLASE 28-04-10)
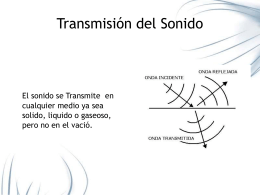
Transmisión del Sonido
Diapositiva 1
ontaminacion audi
acido sulfhidrico
rd -usabilidad - WordPress.com
Gráfico de control
6125_N 6180 8560 - Xerox México Distribuidor
Que es QFD!?¿
Aucun titre de diapositive - AreasTematicas.com: Dolor
Aplicaciones industriales con DSPs
Ver/Abrir