☰
Explorar
Iniciar sesión
Crear una nueva cuenta
Pubblicare
×
Descargar
Ingeniería
RELACION ENTRE DETECCION DE ANORMALIDADES EN …
Una Tapa, Una Sonrisa
Galletitas
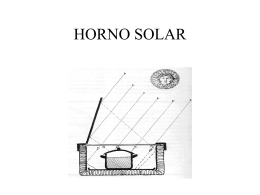
HORNO SOLAR
FERIA DE LA TAPA 2008
Una Mujer
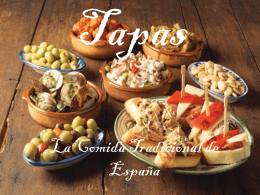
Tapas
LA HISTORIA DE LAS TAPAS
Broqueta (brocheta) de salchicha
¿Como se instala una caja ( o roseta de cable utp ) de Jack?