☰
Explorar
Iniciar sesión
Crear una nueva cuenta
Pubblicare
×
Descargar
Deportes
Name of presentation
Relaciones Humanas, PPTT
El problema de Cutting Sheets
Guillermo Arriaga Foto 2
LA CARTA COMERCIAL SU FINALIDAD
LA CARTA
Control estadístico de procesos
Política exterior y defensa nacional Relaciones Internacionales
Gráficos de Control xR
CONCURSO LITERARIO DÉCIMOS 2012
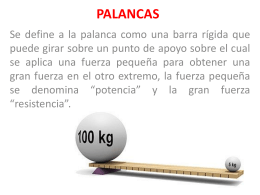
PALANCAS - WordPress.com