☰
Explorar
Iniciar sesión
Crear una nueva cuenta
Pubblicare
×
Descargar
No category
EL CONTROL DE LA CONTAMINACIÓN ATMOSFÉRICA
GUÍA LÍQUIDO
Termoeléctrica de combustóleo
SUELO
Historia ,carros & dibujos de las
INTRODUCCIÓN A LA FÍSICA
¿Cocinar con desechos?
humedad y absorcion de los agregados
Dispositivo de ahorro de Combustible
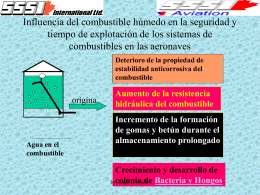
Agua en el combustible
Diapositiva 1