☰
Explorar
Iniciar sesión
Crear una nueva cuenta
Pubblicare
×
Descargar
Ingeniería
Diapositiva 1
Diapositiva 1
FACTOR DE POTENCIA - Potencia Eléctrica
Guia 01 Ejercicio 06
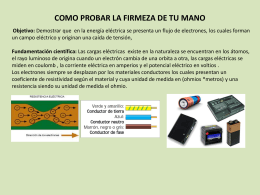
COMO PROBAR LA FIRMESA DE TU MANO
FACTOR DE POTENCIA - Potencia Eléctrica
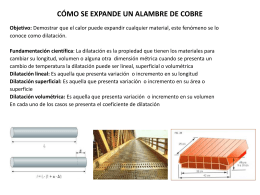
CÓMO SE EXPANDE UN ALAMBRE DE COBRE Objetivo
Organizaciones
Pregunten - EquipoCastellano
presentación Cerveza Imperial