☰
Explorar
Iniciar sesión
Crear una nueva cuenta
Pubblicare
×
Descargar
No category
Htas Corte - Selección torneado
Selección de Herramientas
SELECCIÓN DE BURILES FINAL
Clase Practica 04 - Costos v13.08
Document
Torno Paralelo
MICROSCOPIO DE FUERZA ATOMICA - ciencia
27° Grado – Soberano Comendador del Templo
UNA VIDA CON PROPOSITO - Dr Luis Esparza Alonso
TORNO AUTOMATICO
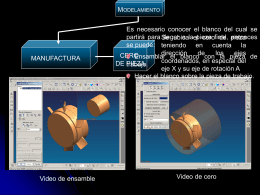
Estrategia Manufactura Rodete Turbina1