☰
Explorar
Iniciar sesión
Crear una nueva cuenta
Pubblicare
×
Descargar
No category
Desarrollo del Rayo– Paso 1
Folleto descriptivo de la LaserPro S290
Método LASER - Recursos Socioeducativos
CURAS CON LASER INFRARROJO
LÁSERES - metodolea
Diapositiva 1
LASER
Presentación de PowerPoint
Diapositiva 1
Láser: ¿depilar o sacar pelo?
Diapositiva 1
LÁSER DE NITRÓGENO - INAOE
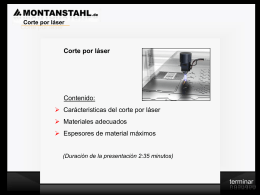
Presentación Recortes por láser 1.1_0 SPANISCH
El DIODO LASER
MEMORIA EXTERNA ALMACENAMIENTO OPTICO
Diapositiva 1
tijeras con laser por ilina Benalba
SAMPLE 1 MAIN TITLE
TEMA 5: INTRODUCCIÓN. DESARROLLO DE LA VOZ COMO
laser
TIPOS DE LASER
Catálogo Láser
Slide 1